Value Proposition
Eliminates the need for extensive on-site civil works and reduces installation time by up to 80%. Its modular design allows for easy relocation and scalability as your capacity needs grow.
Applications
-
Residential
-
Labour Camps
-
Remote Housing Colonies
-
Eco-Resorts
-
-
Commercial
-
Shopping Malls
-
Construction Sites
-
Hospitals
-
- Industrial
- Mining Sites
- Oil & Gas Fields
- Manufacturing Units in remote
Technical Specifications
- Capacity Range: 25, 50, 100, 250 KLD
- Technology Options: MBR (Membrane Bioreactor).
- Effluent Quality: Meets or exceeds local environmental discharge standards (BOD < 10 mg/L, TSS < 1 mg/L).
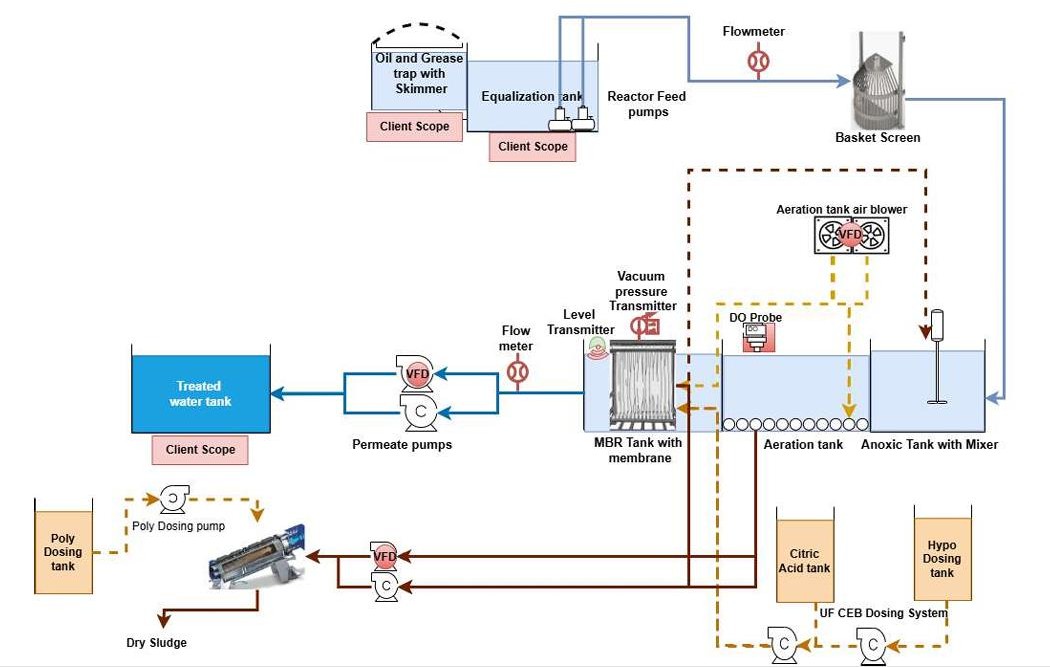
Process Description
The process begins with Primary Screening to remove large solids, followed by an Equalization Tank to stabilize flow. The heart of the system is the Biological Reactor (using MBR technology), where specialized bacteria break down organic matter. The treated water then passes through a final Disinfection process before being discharged or reused for landscaping and flushing.
Reviews
There are no reviews yet.